What is a Palletizer?
A palletizer is an automated machine designed to stack products such as cartons, bags, bottles, or drums onto pallets in a precise and stable configuration. This technology plays a crucial role in warehouse operations, significantly improving efficiency, reducing labor costs, and ensuring the safe transport of goods. Various industries utilize palletizers, including:
- Food & Beverage
- Chemical
- Pharmaceutical
- Building Materials
- Agricultural Products
The benefits of implementing a palletizer in your operations are substantial. By automating the stacking process, businesses can achieve faster throughput, minimize manual labor, and reduce the risk of product damage during transport. In today’s competitive landscape, palletizers are an essential component of modern end-of-line packaging automation.
Types of Palletizers
Robotic Palletizer
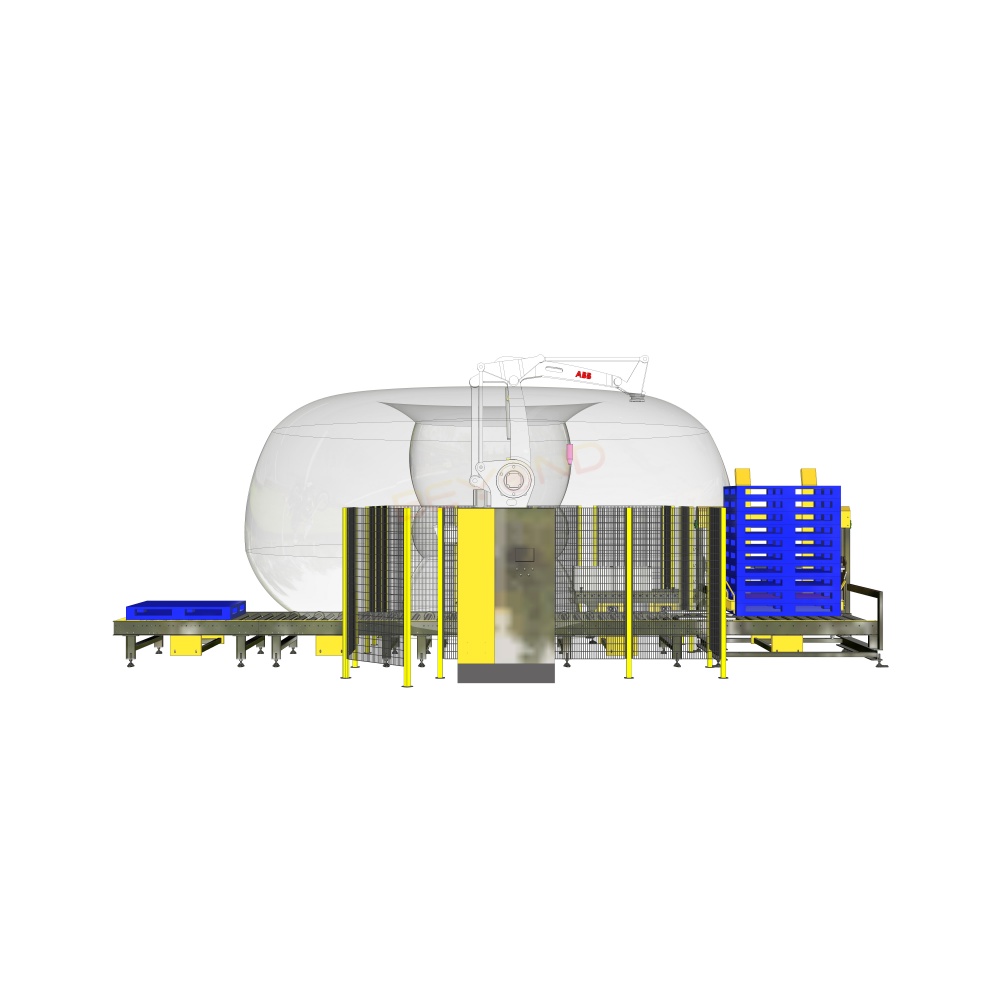
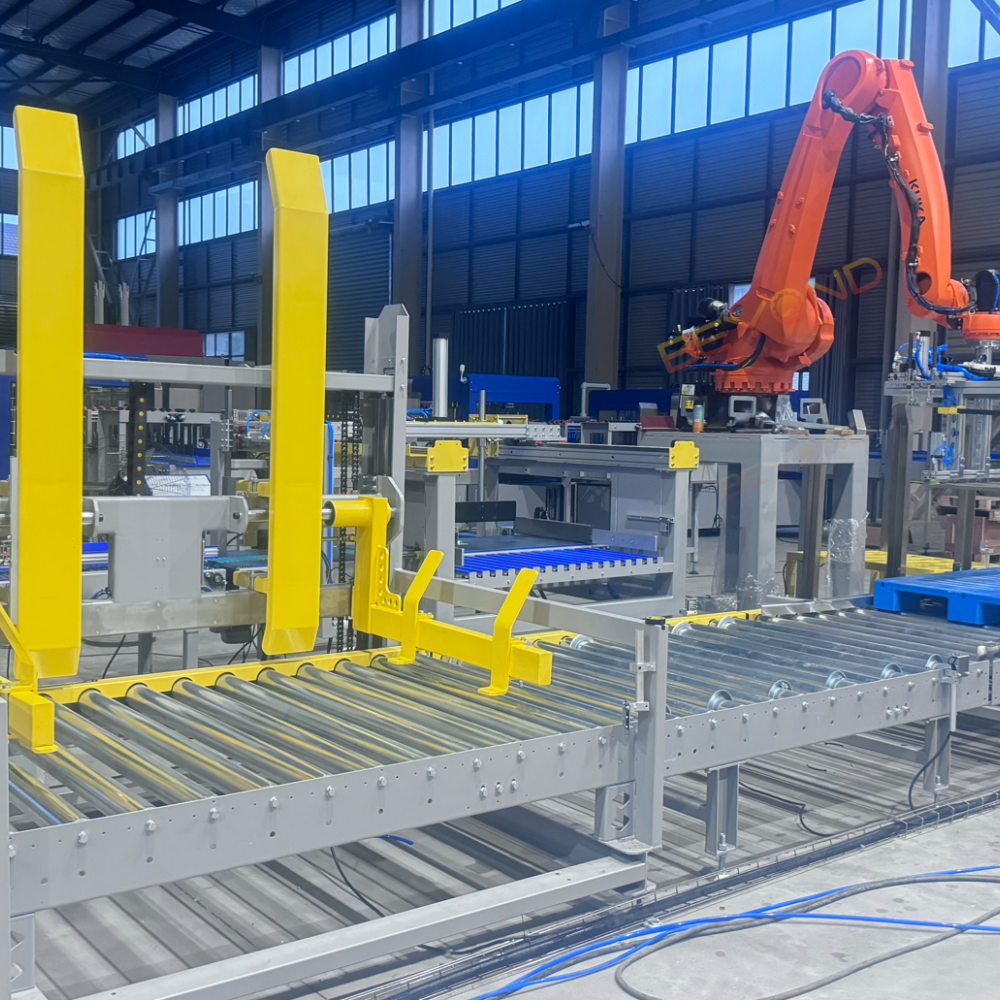
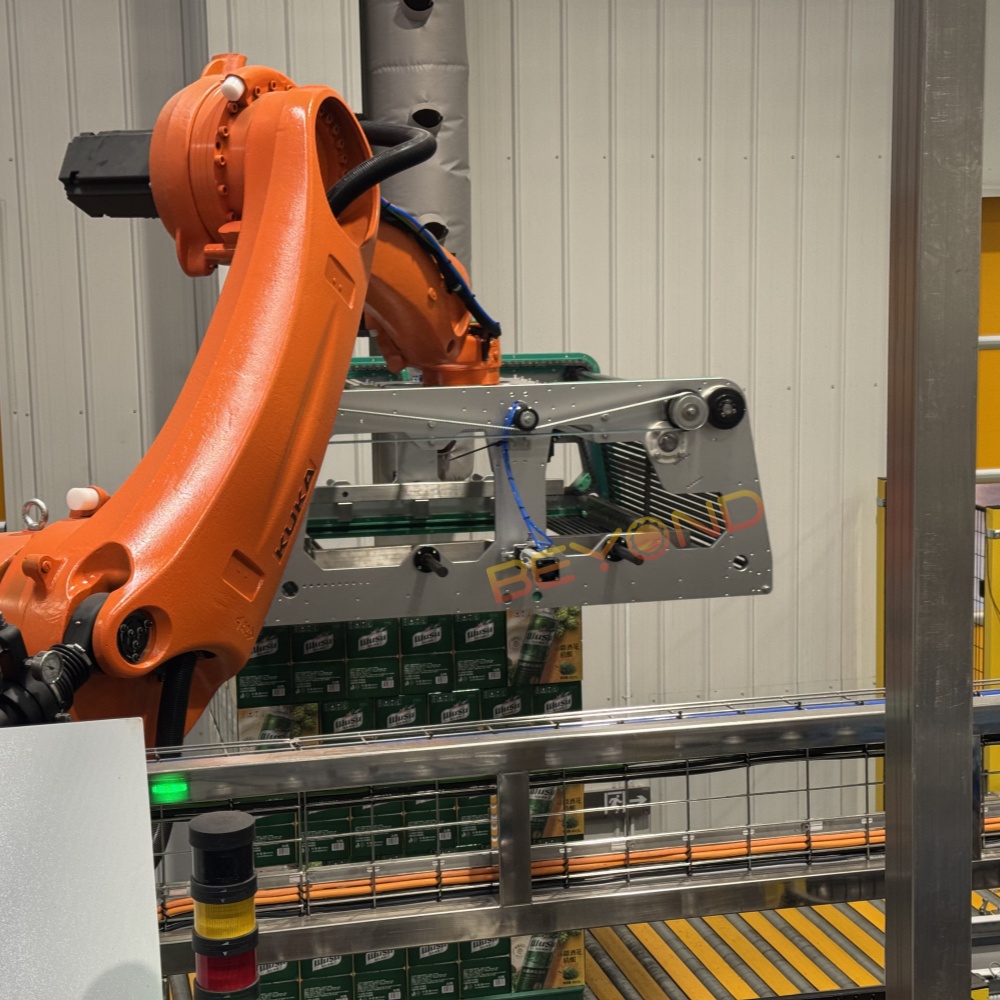
Robotic palletizers utilize articulated robotic arms equipped with grippers to pick and place products onto pallets. They are best suited for mixed SKUs, flexible layouts, and low-volume lines. The advantages of robotic palletizers include their adaptability to various product shapes and sizes, as well as their ability to operate in confined spaces.
Conventional Layer Palletizer
Conventional layer palletizers employ mechanical arms and conveyors to stack layers of products onto pallets. They excel in high-speed operations with uniform product sizes. Their efficiency makes them ideal for high-volume production lines, where speed and consistency are paramount.
Bag Palletizer
Specialized for handling heavy or soft bag products, such as flour or fertilizer, bag palletizers utilize clamp-type grippers to avoid product deformation. They are predominantly used in agriculture and construction sectors, where the handling of bulk bags is common.
Column Palletizer
Column palletizers feature a space-saving vertical design that allows for lower throughput. They are suitable for medium-speed applications and are an excellent choice for facilities with limited floor space.
Industry Insight
In recent years, there has been a notable trend toward the adoption of robotic palletizers over traditional layer palletizers, particularly in industries with variable SKUs or smaller batch sizes. The flexibility and compact layout of robotic solutions are driving this shift, enabling businesses to optimize their packaging lines further.
How to Choose the Right Palletizer
When selecting a palletizer for your operations, consider the following key factors:
- Product Type & Weight: Different products require specific end-effectors. Heavy bags necessitate different handling than lightweight boxes.
- Line Speed: Conventional layer palletizers can handle over 30 cartons per minute, while robotic types may vary based on application.
- Floor Space: Robotic palletizers typically offer a smaller footprint, making them ideal for facilities with space constraints.
- Pallet Pattern Requirements: Complex stacking patterns may require multi-axis robotic arms for optimal performance.
- Future Scalability: Modular designs allow for future integration with Automated Guided Vehicles (AGVs) or Warehouse Management Systems (WMS).
Pro Tip from 20 Years’ Experience
In many turnkey projects, we’ve discovered that combining one robotic palletizer for variable SKUs with one layer palletizer for high-volume, single-type products is often the most cost-effective solution, especially in dual-line factories.
Our Palletizer Solutions
We offer a range of palletizer solutions tailored to meet diverse operational needs:
- Robotic Palletizer
- Payload: Up to 200 kg
- Speed: Up to 12 cycles/min
- Custom Grippers: Suction, clamp, fork, hybrid
- Optional: Camera vision system
- Layer Palletizer
- Capacity: 20-40 cartons/min
- Features: Servo-driven pusher & layer board, integrated pallet dispenser & stretch wrapper
- Bag Palletizer
- Design: Specifically for soft/heavy bags
- Gripper Type: Clamp-type to prevent product deformation
- Suitable For: Paper, PE, or woven bags
Applications & Case Studies
Industry Use Cases
- Beverage Industry: Palletizing bottled water cartons at 35 packs/min.
- Chemicals: Handling heavy-duty bags of fertilizer in harsh environments.
- Logistics Center: Mixed SKU robotic palletizing with barcode scanning capabilities.
Case Study: 40% Capacity Increase for Bottled Water Plant
Client Background: A large bottled water manufacturer in Southeast Asia, producing 120 tons per day, previously relied on manual palletizing and forklifts.
Upgrade Solution:
Dual-station 6-axis robotic palletizing system
Integrated dual conveyor lines, auto pallet dispenser, and pallet exit system
IoT-based system for real-time equipment monitoring
Results:
Palletizing speed increased from 8 to 20 cartons/minute
Error rate reduced by 90%
Labor cost savings over $40,000 annually

FAQ – Frequently Asked Questions
Q1: What’s the difference between a robotic and layer palletizer?
A: Robotic palletizers offer greater flexibility for mixed products, while layer types are better suited for high-speed, uniform items.
Q2: Can one palletizer handle different box sizes?
A: Yes, robotic palletizers equipped with adjustable grippers can accommodate various sizes and stacking patterns.
Q3: Is palletizer integration with ERP/WMS possible?
A: Absolutely! We provide OPC/Modbus/Profinet interfaces for seamless factory integration.
Q4: What maintenance does a palletizer need?
A: Maintenance is minimal, typically involving regular lubrication, visual inspections, and software updates every six months.
Q5: Can palletizers work with AGVs or AMRs?
A: Yes, especially robotic palletizers, which can easily align with autonomous pallet trucks or conveyors.
In conclusion, investing in advanced palletizer technology is a strategic move that can revolutionize your warehouse operations, enhance efficiency, and optimize your supply chain. Whether you choose a robotic palletizer, layer palletizer, or bag palletizer, the benefits are clear: improved productivity, reduced labor costs, and safer transport of goods.